Stirlingmotorenteile
im Sandgussverfahren hergestellt
Metallguss
Sandgussverfahren
- Bentonitgebundenes Sandgussverfahren
- Ölsand (besonders feine Details, Druckgussqualität)
- Anorganische Binder (Wasserglas)
- Organische Binder (Polyurethanbasis)
- Spezialsandmischung für Magnesiumlegierungen
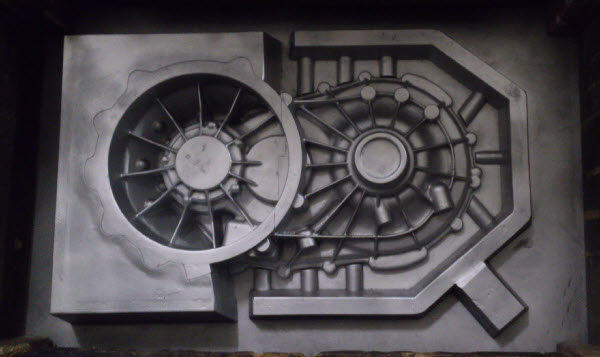

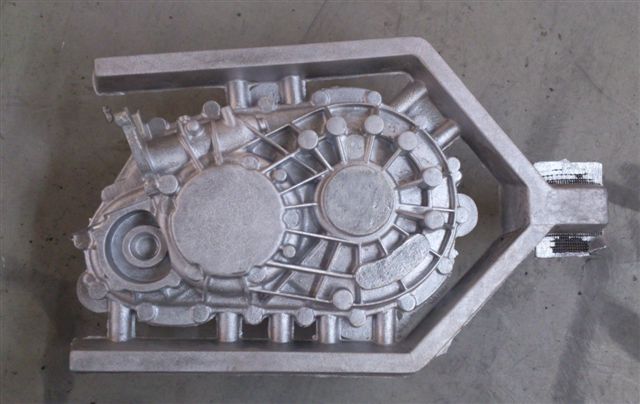
Sandgussmodell Sandgussform Rohguss
Feingussverfahren
- Wachsausschmelzverfahren
- Blockformguss
Für beide Verfahren werden jeweils die passenden verlorenen Positivmodelle in Wachs oder
Kunststoff (z.B. in ABS mittels 3D Druck) erstellt.
Lost Foam Verfahren
Positivmodell wird in Polystyrolschaum CNC gefräßt mit einer Schlichte versehen und in losen Quarzsand eingerüttelt
Das flüssige Metall (z.B. Aluminiumgusslegierungen) wird direkt auf das Polystyrolmodell gegossen.
Vorteile: Geringe Formkosten, schnell, komplexe Geometrien darstellbar
Aluminiumgusslegierungen
AlZn5Mg2Zr0.4
Diese selbstaushärtende Legierung erreicht ohne Wärmebehandlung die höchsten Festigkeitskennwerte aller nicht wärmebehandelten Aluminiumgusslegierungen. Bei Schweissungen an dem Gusswerkstoff wird ohne nachfolgende Wärmebehandlung wieder fast die volle Festigkeit erreicht.
AlSi7MgCu0.5
Dieser Werkstoff zeichnet sich im wärmebehandelten Zustand T6 durch überragende Warmfestigkeit aus. Applikationen ergeben sich z.B. bei höchst belasteten Motorenbauteilen (Zylinderkopf, Zylinderkurbelgehäuse) sowie in der Luft- und Raumfahrttechnik.
AlSi7Mg0.7
Warm aushärtbare Legierung mit guten mechanischen Eigenschaften im wärmebehandelten Zustand.
AlSi12Cu
Günstige Allround-Legierung
Magnesiumlegierungen
AZ91 Standardmagnesiumlegierung mit 9% Aluminium und 1% Zink mit guten mechanischen Eigenschaften
Magnesiumselten Erden Legierungen
Die Fa. Aross ist auch in der Lage Sonderlegierungen welche z.B. Yttrium und Gadolinium enthalten herzustellen und zu vergießen.
Neuartige Legierungen aus dieser Legierungsgruppe weisen selbst bei einer Anwendungstemperatur von 300°C eine relativ hohe Festigkeit auf.